
协同效应三要素:
电荷互补:无机混凝剂(如PAC)中和电荷,PAM发挥架桥作用
粒度梯度:小颗粒由无机药剂捕捉,大颗粒由PAM絮凝
成本优化:减少高价药剂用量30-50%
实验室数据:
PAC单独使用:去除率78%,污泥量1.2kg/m³
PAC+PAM联用:去除率95%,污泥量0.7kg/m³
1. PAC(聚合氯化铝)+ 阴离子APAM
配比:PAC 50ppm + APAM 1ppm
适用场景:
高浊度地表水(NTU>500)
洗砂/煤矿废水
增效关键:
先投PAC反应1分钟再加PAM
pH控制在6.5-7.5
2. 石灰 + 阳离子CPAM
配比方案:
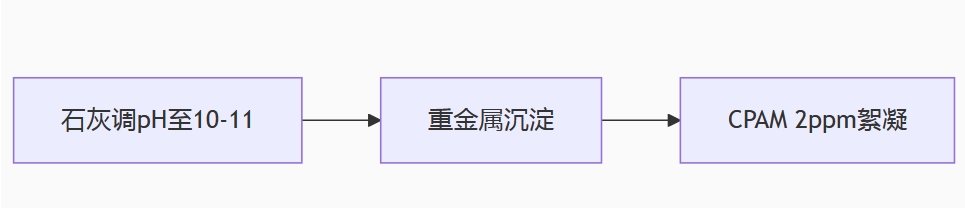
优势:
铜/镍去除率>99.9%
污泥含水率降至75%
3. 聚铁 + 非离子NPAM
酸性废水处理:
聚铁(20ppm)先行氧化
NPAM(1.5ppm)耐酸絮凝
案例:电镀废水处理成本降低40%
4. 高有机物废水:次氯酸钠 + 两性PAM
氧化-絮凝联用:
次氯酸钠(10ppm)破环断链
两性PAM(3ppm)捕捉碎片
效果:
COD去除率提升至85%
污泥沉降速度提高3倍
5. 含油废水:破乳剂 + 改性CPAM
三步处理法:
破乳剂(50ppm)油水分离
气浮机初步除油
改性CPAM(2ppm)深度处理
数据:
油含量从200→5mg/L
膜污染周期延长200%
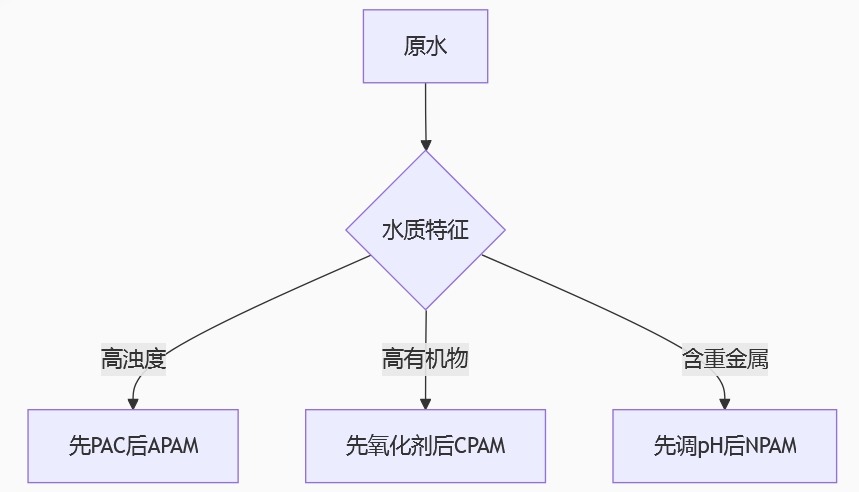
1. 加药顺序流程图
2. 间隔时间控制
无机-PAM间隔:30-90秒(快混阶段)
氧化-PAM间隔:≥2分钟(完成氧化反应)
3. 浓度梯度设置
PAC溶液:5-10%
PAM溶液:0.05-0.1%
禁忌:禁止直接混合浓溶液!
1. 错误:过量使用PAC导致PAM失效
现象:水体过饱和,絮体无法长大
解决:保持PAC:PAM=50:1(重量比)
2. 错误:pH未调节直接投加
案例:某厂在pH=4时投APAM,效果下降70%
对策:先调至佳pH范围(APAM:6-9,CPAM:5-8)
3. 错误:机械混合破坏絮体
正确做法:
快混G值:300-500s⁻¹
慢混G值:50-100s⁻¹
某10万吨/日污水厂改造案例:
|
指标 |
单独PAC |
PAC+PAM |
节省效益 |
|
药剂成本(元/吨) |
0.35 |
0.18 |
48% |
|
污泥量(吨/日) |
120 |
75 |
37% |
|
达标稳定性 |
85% |
98% |
减少罚款15万/年 |
免费提供:
复合使用小试方案设计
加药系统改造图纸
药剂兼容性测试
增值服务:
智能联控系统(自动调节多药剂比例)
三个月效果跟踪优化
应急替代方案库
立即获取《多药剂协同使用技术手册》
�� 组合方案咨询:15838276899
附:经典组合速查表
|
废水类型 |
组合 |
备选方案 |
|
造纸白水 |
PAC+中电荷CPAM |
聚铁+APAM |
|
电镀废水 |
石灰+NPAM |
硫化钠+两性PAM |
|
炼油废水 |
破乳剂+改性CPAM |
气浮+APAM |
关键词:PAM复配技巧、絮凝剂组合方案、PAC协同作用、污泥减量、成本优化